VD2108
Mechanical
- Sep 11, 2013
- 7
Hi everyone,
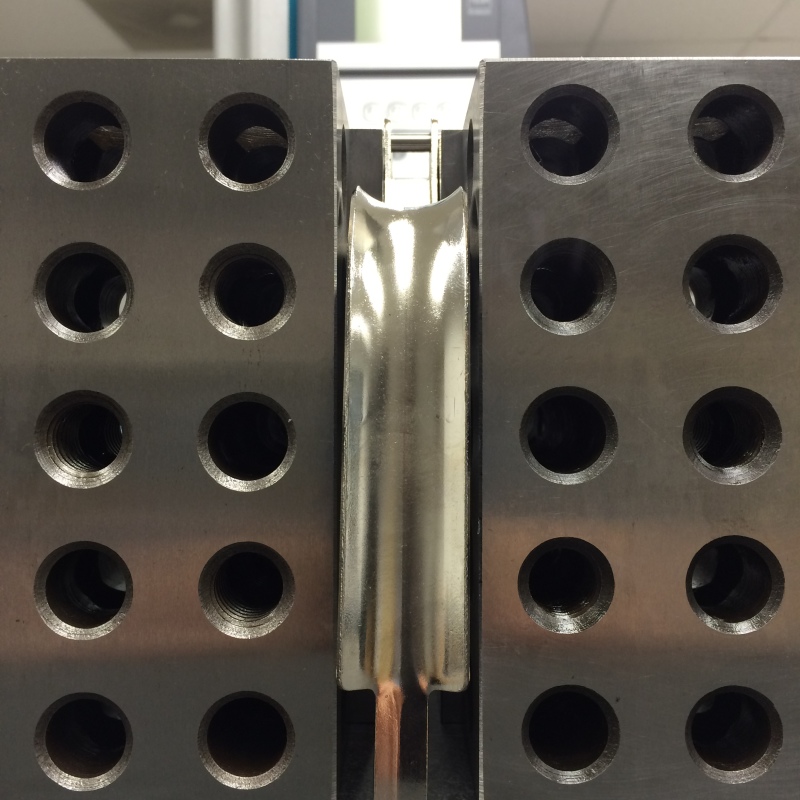
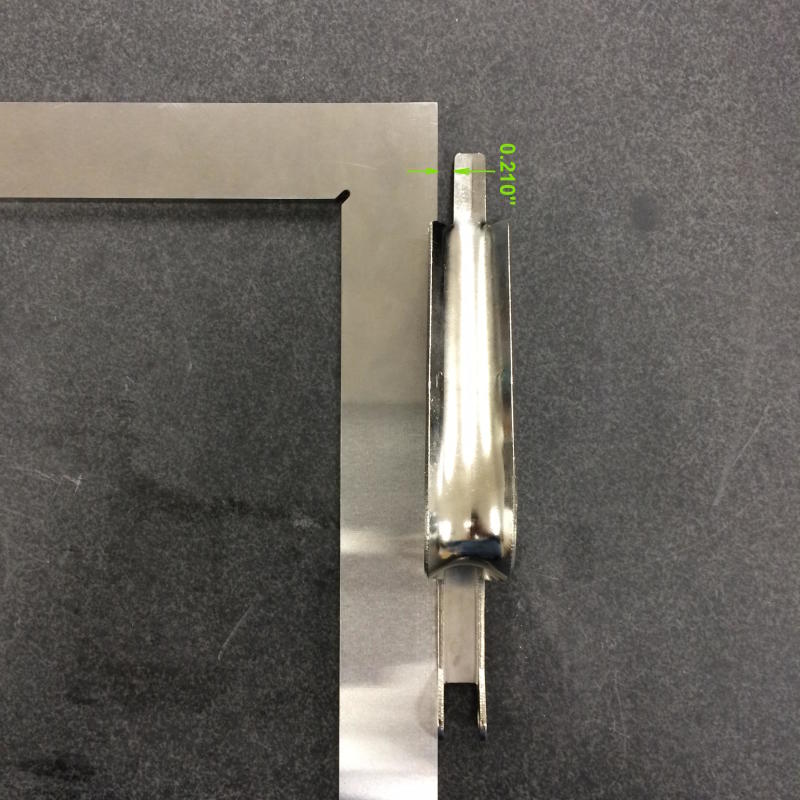
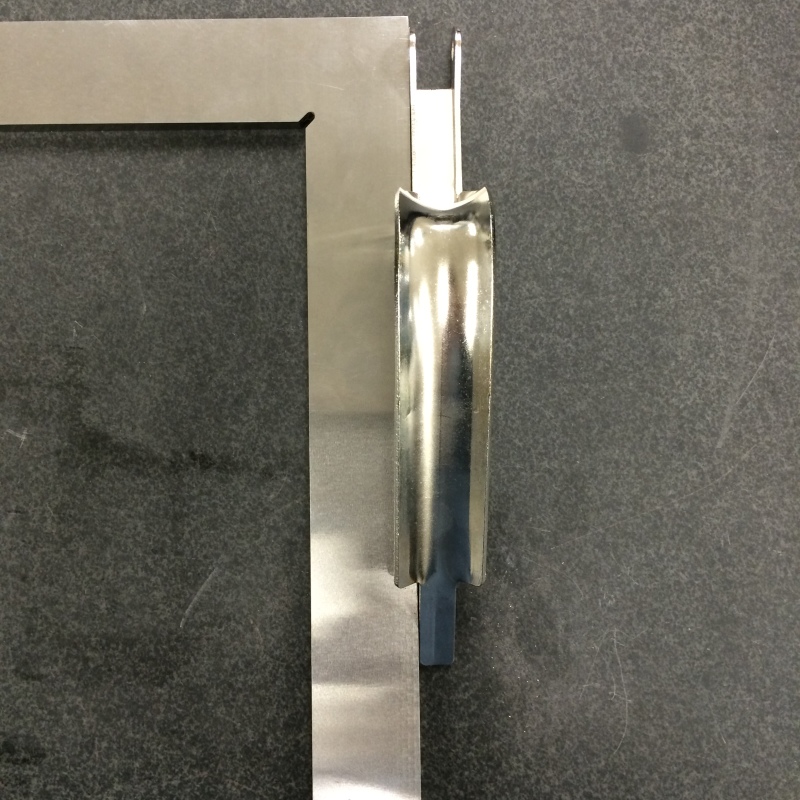
We have these triggers that are dimensioned and toleranced as shown in the attached image. Recently we have switched the supplier and received parts that are not good. The main problem is that the center of the ears (slot) does not align with center of the tab (0.43 dimension) at the bottom. The part is not straight. The goal is to have centers of slot and tab to have controllable alignment.
I am thinking to add Datum A to slot (0.416 dimension) and location/position tolerance to tab (0.43 dimension) referencing Datum A.
Am I doing this right?
Thanks,
Vadim
We have these triggers that are dimensioned and toleranced as shown in the attached image. Recently we have switched the supplier and received parts that are not good. The main problem is that the center of the ears (slot) does not align with center of the tab (0.43 dimension) at the bottom. The part is not straight. The goal is to have centers of slot and tab to have controllable alignment.
I am thinking to add Datum A to slot (0.416 dimension) and location/position tolerance to tab (0.43 dimension) referencing Datum A.
Am I doing this right?
Thanks,
Vadim